General Description
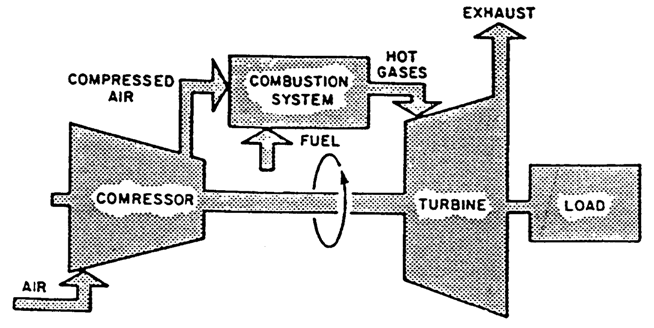
The three stage turbine section is the area in which energy in the form of high energy pressured gas, produced by the compressor and combustion sections, is converted to mechanical energy.
Each turbine stage is comprised of a nozzle and the corresponding wheel with its buckets. Turbine section components include the turbine rotor, turbine shell, nozzles, shrouds, exhaust frame and exhaust diffuser.
Turbine Section
Turbine Rotor
Structure
The turbine rotor assembly consists of two wheel shafts; the first, second, and third-stage turbine wheels with buckets ; and two turbine spacers. Concentricity control is achieved with mating rabbets on the turbine wheels, wheel shafts, and spacers. The wheels are held together with through bolts. Selective positioning of rotor members is performed to minimize balance corrections.
The forward wheel shaft extends from the first-stage turbine wheel to the aft flange of the compressor rotor assembly. The journal for the n° 2 bearing is a part of the wheel shaft. The aft wheel shaft connects from the third-stage turbine wheel to the load coupling. It includes the n° 3 bearing journal.
Spacers between the first and second, and between the second and third-stage turbine wheels determine the axial position of the individual wheels. These spacers carry the diaphragm sealing bands. The spacer forward face includes radial slots for cooling air passages. The 1-2 spacer also has radial slots for cooling air passages on the aft face.
Turbine Rotor Location (in black)
Buckets
The turbine buckets increase in size from the first to the third-stage. Because of the pressure reduction resulting from energy conversion in each stage, an increased annulus area is required to accommodate the gas flow; thus necessitating increasing the size of the buckets. The first-stage buckets are the first rotating surfaces encountered by the extremely hot gases leaving the first-stage nozzle. Each first-stage bucket contains a series of longitudinal air passages for bucket cooling. Air is introduced into each first-stage bucket through a plenum at the base of the bucket dovetail. It flows through cooling holes extending the length of the bucket and exits at the recessed bucket tip. The holes are Spaced and sized to obtain optimum cooling of the airfoil with minimum compressor extraction air.
Like the first-stage buckets, the second-stage buckets are cooled by spanwise air passages the length of the airfoil. Since the lower temperatures surrounding the bucket shanks do not require shank cooling, the second-stage cooling holes are fed by a plenum cast into the bucket shank. Spanwise holes provide cooling air to the airfoil at a higher pressure than a design with shank holes. This increases the cooling effectiveness in the airfoil so airfoil cooling Is accomplished with minimum penalty to the thermodynamic cycle.
The third-stage buckets are not internally air cooled; the tips of these buckets, like the second-stage buckets, are enclosed by a shroud which is a part of the tip seal. The shrouds Interlock from bucket to bucket to provide vibration damping.
Turbine buckets for each stage are attached to their wheels by straight, axial entry, multiple tang dovetails that fit into matching cutouts in the turbine wheel rims. Bucket vanes are connected to their dovetails by means of shanks. These shanks locate the bucket-to-wheel attachment at a significant distance from the hot gases, reducing the temperature at the dovetail. The turbine rotor assembly is arranged so that the buckets can be replaced without unstacking the wheels, spacers, and wheel shaft assemblies.
Turbine rotor cooling
The turbine rotor must be cooled to maintain reasonable operating temperatures and, therefore, assure a longer turbine service life.
Cooling is accomplished by means of a positive flow of cool air radially outward through a space between the turbine wheel with buckets and the stator, into the main gas stream. This area is called the wheel space.
The turbine rotor is cooled by means of a positive flow of relatively cool (relative to hot gas path air) air extracted from the compressor. Air extracted through the rotor, ahead of the compressor 17th stage, is used for cooling the 1st and 2nd stage buckets and the 2nd stage Aft and 3rd stage forward rotor wheel spaces. This air also maintains the turbine wheels, turbine spacers and wheel shaft at approximately compressor discharge temperature to assure low steady state thermal gradients thus ensuring long wheel life.
The first stage forward wheel space is cooled by air that passes through the high pressure packing seal at the aft end compressor rotor. The 1st stage aft and 2nd stage forward wheel spaces are cooled by compressor discharge air that passes through the stage 1 shrouds and then radially inward through the stage 2 nozzle vanes. The 3rd aft wheel space is cooled by cooling air that exits from the exhaust frame cooling circuit.
Turbine stator
The turbine shell and the exhaust frame constitute the major portion of the gas turbine stator structure. The turbine nozzles, shrouds, n° 3 bearing and turbine exhaust diffuser are internally supported from these components.
Turbine Stator (in black)
Turbine shell
The turbine shell controls the axial and radial positions of the shrouds and nozzles. It determines turbine clearances and the relative positions of the nozzles to the turbine buckets. This positioning is critical to gas turbine performance.
Hot gases contained by the turbine shell are a source of heat flow into the shell. To control the shell diameter, it is important that the shell design reduces the heat flow into the shell and limits its temperature. Heat flow limitations incorporate insulation, cooling, and multilayered structures. The external surface of the shell incorporates cooling air passages. Flow through these passages is generated by an off base cooling fan.
Structurally, the shell forward flange is bolted to flanges at the aft end of the compressor discharge casing and combustion wrapper. The shell aft flange is bolted to the forward flange of the exhaust frame. Trunnions cast onto the sides of the shell are used with similar trunnions on the forward compressor casing to lift the gas turbine when it is separated from its base.
Turbine nozzles
In the turbine section, there are three stages of stationary nozzles which direct the high velocity flow of the expanded hot combustion gas against the turbine buckets, causing the rotor to rotate. Because of the high pressure drop across these nozzles, there are seals at both the inside diameters and the outside diameters to prevent loss of system energy by leakage. Since these nozzles operate in the hot combustion gas flow, they are subjected to thermal stresses in addition to gas pressure loadings.
First stage nozzle
The first stage nozzle receives the hot combustion gases from the combustion system via the transition pieces. The transition pieces are sealed to both the outer and inner sidewalls on the entrance side of the nozzle, so minimizing leakage of compressor discharge air into the nozzles. The 18 cast nozzle segments, each with two partitions (or airfoils) are contained by a horizontally split retaining ring which is center-line supported to the turbine shell on lugs at the sides and guided by pins at the top and bottom vertical center-lines. This permits radial growth of the retaining ring, resulting from changes in temperature while the ring remains centered in the shell.
The Aft outer diameter of the retaining ring is loaded against the forward face of the first stage turbine shroud and acts as the air seal to prevent leakage of compressor discharge air between the nozzle and shell. On the inner sidewall, the nozzle is sealed by direct bearing of the nozzle inner load rail against the first-stage nozzle support ring bolted to the compressor discharge casing. The nozzle is prevented from moving forward by four lugs welded to the aft
outside diameter of the retaining ring at 45 degrees from vertical and horizontal centerlines. These lugs fit in a groove machined in the turbine shell just forward of the first stage shroud Thook. By moving the horizontal joint support block and the bottom centerline guide pine, the lower half of the nozzle can be rolled out with the turbine rotor in place.
Second stage nozzle
Combustion gas exiting from the first stage buckets is again expanded and redirected against the second stage turbine buckets by the second stage nozzle.
The second stage nozzle is made of 16 cast segments, each with three partitions (or airfoils).
The male hooks on the entrance and exit sides of the sidewall fit into female grooves on the Aft side of the first stage shrouds and on the forward side of the second stage shrouds to maintain the nozzle concentric with the turbine shell and rotor. This close fitting tongue and groove fit between nozzle and shrouds acts as an outside diameter air seal.
The nozzle segments are held in a circumferential position by radial pins from the shell into axial slots in the nozzle outer sidewall.
The second stage nozzle partitions are cooled with compressor discharge air.
Third stage nozzle
The third stage nozzle receives the hot gas as it leaves the second stage buckets, increases its velocity by pressure drop and directs this flow against the third stage buckets.
The nozzle consists of 16 cast segments, each with four partitions (or airfoils). It is held at the outer sidewall forward and aft sides in grooves in the turbine shrouds in a manner identical to that used on the second stage nozzle. The third stage nozzle is circumferentially positioned by radial pins from the shell.
Diaphragms
Attached to the inside diameters of both the second and third stage nozzle segments are the nozzle diaphragms (figure here after).
These diaphragms prevent air leakage past the inner sidewall of the nozzles and the turbine rotor. The high/low, labyrinth-type seal teeth are machined into the inside diameter of the diaphragm. They mate with opposing sealing lands on the turbine rotor. Minimal radial clearance between stationary parts (diaphragm and nozzles) and the moving rotor are essential for maintaining low interstage leakage; this results in higher turbine efficiency.
Shrouds
Unlike the compressor blading, the turbine bucket tips do not run directly against an integral machined surface of the casing but against annular curved segments called turbine shrouds. The primary function of the shrouds is to provide a cylindrical surface for minimizing tip clearance leakage.
The secondary function is to provide a high thermal resistance between the hot gases and the comparatively cool shell. By accomplishing this function, the shell cooling load is drastically reduced, the shell diameter is controlled, the shell roundness is maintained, and important turbine clearances are assured.
The shroud segments are maintained in the circumferential position by radial pins from the shell. Joints between shroud segments are sealed by interconnecting tongues and grooves.